Non-IBR
Steam Boiler

Gas-Fired:
Description
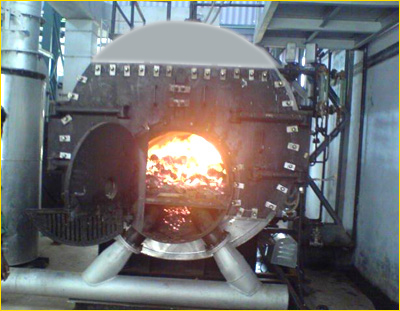
Gas Fired Steam Boiler Comprisee of a fully automatic reverse flame package type steam generator,which consists of membrance type helical coil integral combustion chamber accommodated in S.S and insulated shell. The hot fuel outlet is connected to smoke tube preheater to preheat feed water.The steam generate dry saturated steam from 50kg/hr. to 800kg/hr. at maximum pressure 15kg/cm2.
Features
Electrical connection to control panel and users point, All Structural work at users site. Electrical cabling. Any other items which is not specifically mentioned in our offer. All valves and fitting as desired. Circulation Pump with Electric motor .
Steam Boiler

Oil-Fired:
Description
· Pressure part comprising helical membrane coil facilitating three distinct passes within the Boiler and fabricated out of Boiler quality tubes.
· One vertical down-firing burner assemble complete with solenoid valve, flame detactor, ignition, electrodes, diffuser plate and ignition transfer.
· One pressure atomized vertical down-firing burner 25 mm assemble complete with solenoid valve, flame detector, ignition electrodes, diffuser plate and ignition transfer.
· One motorize reciprocating type feed water pump complete with surge suppressor and relief valve.
· One motorized combustion air fan.
· One motorized fuel oil pump.
· Control panel housing instruments, relays, contactors, MCB, starters and pressure switches.
· Feed water piping from the feed water pump to Boiler.
· Fuel Oil Piping from Oil Filter to Oil Pump, from Oil Pump to Burner inlet.
MOUNTING
· One Steam stop valve
· One Steam bypass valve
· One Single port spring loaded safety valve
· One blow down valve
· One non- return valve at the feed water pump outlet
· One Steam pressure indicator with isolating needle valve
· One fuel oil pressure indicator with isolating needle valve
· One Oil filter.
CONTROL INSTRUMENT AND SAFETIES:
One steam pressure switch for on/off operation of the burner
· One temperature indicating cum controller to avoid superheating of steam
· One spring loaded steam safety valve (as listed above)
· One light dependent resistor (flame detector )to shut off the burner in case of flame failure(as listed earlier)
Steam Boiler
Coal-Fired:
Description
The output capacity is sufficient and continuous:
Because of adopting the high efficiency heat transmits spiral gas tube, so the real output capacity of boiler is 10%-15% higher than rated. And either output capacity or thermal efficiency will not decline as extended the running time.
No need special protection when power off:
The hot water is mixed cycle and the water capacity is large, so the special protection is no need for damage caused by vaporization when power off.
The efficiency of the boiler is higher:
The spiral gas tube is placed inside the boiler, so there will be no cool air entre. This can reduce heat loss and the working rate of this boiler is highest.
Heating fast:
There many spiral gas tubes in the boiler and almost half of the boiler shell can be heated, so the temperature can up soon and the time was shorter than the water-tube boilers.
Safe and reliable:
The special structure and materials make the boiler being with high safety.
Primordial dust emissions density is low:
The volume of the boiler is large and there is a dust separation device, so the primordial dust emissions density will be controlled much lower than the standard allowed.
Steam Boiler

Wood-Coal:
Scope of supply-safety-etc
Safety valve-1 nos
Pressure guage-2 nos
Globe valve-01 nos
Temreture guage-01 nos
Disc nrv-01 nos
Steam sensore pocket-01 nos
Moberi-01 nos
Monoblock motorized feed pump-01 nos
Strainer-01 nos
m.s chimney-13"x24'-01 nos
c.i. bari-
pre heater-01 nos
EXCLUSION:
Water Treatment plant.
Installation of the unit at site.
All pipeline work required at site.
Fuel oil & water storage/service tank.
Unloading and positioning of boiler and accessories.
Electrical work in hot water house up to our terminal points.
bend and duct between boiler & chimney.
Bhatthi bricks & fire clay.
All civil work and structural work for installation of hot water
Fuel-wood, water instruments & accessories for commissioning, operation & performance testing of boilers.